Схемы установки подшипников качения. Большая энциклопедия нефти и газа
Монтаж подшипников
К атегория:
Подшипники качения
Монтаж подшипников
Требования к рабочему месту. Как показывает практика, чистота и порядок в сборочном помещении оказывают прямое воздействие на долговечность подшипника.
Производственные условия, в которых производятся или производились сборочные работы с подшипниками скольжения и которые, как правило, характеризуются общей грязью на верстаках, инструменте и приспособлениях, на полу и т. д., совершенно не подходят для монтажа подшипников качения.
Каждый из нас пользуется часами, но далеко не все знают, что подшипники выполняются с более точными допусками, чем наручные часы: Этот старый пример очень ярко подчеркивает точность изготовления подшипников. И если каждому ясно, что часы нельзя ремонтировать на грязном верстаке и грязным инструментом, класть на грязные подставки и т. д., то не все себе представляют, что это в той же степени относится и к ремонту подшипников. Дело в том, что попадание в часы и подшипник мелких частиц оказывает почти одинаковое действие и на ход часов и на долговечность подшипника.
Отсюда следуют безусловные правила:
— производственные условия и культура обращения с подшипниками должны соответствовать точностям, с которыми изготовляются подшипники и которые обеспечивают расчетную долговечность;
— смазка для подшипников должна храниться только в закрытых банках;
— для вынимания смазки нельзя применять деревянных лопаточек или ржавых металлических пластинок;
— для протирки подшипников нельзя пользоваться концами и ворсистыми тряпками;
— верстак должен быть покрыт листовым дюралем или текстолитом;
— для кратковременного хранения подшипник лучше всего класть в мешочки из полихлорвиниловой или полиэтиленовой пленки; мешочки из пленки хорошо защищают подшипник от посторонних частиц и их легко содержать в идеальной чистоте, промывая в бензине;
— если между промывкой и монтажом подшипника проходит более 2 ч, то подшипник нужно положить в эксикатор или завернуть в бумагу, пропитанную летучим ингибитором.
Если подшипники, смонтированные на валу ротора, не могут быстро пройти окончательный монтаж в машине, их нужно смазать рабочей смазкой и тщательно закрыть куском полихлорвиниловой пленки.
Посадки подшипников. Подшипники монтируются на вал ротора и в подшипниковый щит с определенным натягом или зазором. Величина натяга или зазора определяется установленной посадкой. Для усвоения последующего материала и объяснения терминов, употребляемых в тексте, необходимо привести некоторые сведения из теории допусков и посадок.
Допуском размера или допускаемым отклонением размера называется разность между наибольшим и наименьшим предельными размерами. Предельные размеры - это размеры, за пределы которых не может выходить размер детали. Это означает, что одна деталь от другой по размеру может отличаться не более чем на величину допуска (допускаемого отклонения). Чем больше допуск, тем легче изготавливать детали. Величина допуска выбирается из условия возможности работы механизма.
Разность между диаметром отверстия и диаметром вала называется зазором. Если же диаметр вала больше, чем диаметр отверстия, то разность между диаметром вала и диаметром отверстия называется натягом.
Характер сопряжения двух деталей носит название посадки. Иначе говоря, посадка показывает, сидит одна деталь относительно другой с зазором или с натягом и каковы их величины.
Существуют две основные группы посадок: неподвижные и подвижные. Переходными посадками между первой и второй группами являются посадки скольжения.
В электрических машинах малой и средней мощности и в большинстве машин специального назначения в основном применялись напряженная посадка на вал и плотная в корпусе. Они обозначаются соответственно Нп и Пп. В последнее время начали применяться посадки с меньшими натягами - плотная на валу и скольжения (Сп) в подшипниковом щите.
В миниатюрных электрических машинах и некоторых машинах специального назначения в основном применяются плотная посадка на вал и скольжения в подшипниковом щите. Реже применяются посадки скольжения как на вал, так и в корпус.
У ряда машин большой мощности находят применение и тугие посадки (Тп) внутреннего кольца подшипника на вал.
Наружные кольца разъемных подшипников - роликовых подшипников с короткими цилиндрическими роликами, радиально-упорных магнетных подшипников и др. - сажаются в корпус обычно по плотной посадке.
При монтаже подшипника в корпус и,з алюминиевых сплавов посадка осуществляется с большим натягом (обычно на одну посадку выше). Для большей надежности в работе в корпус из алюминиевых сплавов ставят стальную втулку. В этом случае ослабление посадки за счет разности коэффициентов линейных расширений стали и алюминиевого сплава не происходит.
Следует обратить внимание на то, что посадки для подшипников по допускам отличаются от посадок общесоюзной системы допусков в сторону больших натягов и оговариваются ГОСТ 3325-66. Для отличия их у обозначения посадки добавляется индекс п (подшипниковая).
Установленные посадки подшипников обеспечивают при минимальных натягах: непроворачивание внутреннего кольца на валу, а также небольшой поворот наружного кольца и возможность его осевого перемещения по посадочному месту.
Посадки подшипников на вал и в корпус необходимо строго выдерживать. В случае слабой посадки внутреннее кольцо будет проворачиваться на валу и возникнет контактная коррозия. Как следствие этого получаются износ вала, задир и даже нагрев кольца. При сильном нагреве (выше 120 °С) резко сокращается долговечность подшипника и может произойти его заклинивание. Значительный износ вала вызывает вибрацию машины.
Посадки с большими натягами кроме того, что затрудняют.монтаж и демонтаж, вызывают значительное уменьшение радиальных зазоров: внутреннее кольцо при посадке раздается и происходит увеличение диаметра дорожки качения. Уменьшение зазоров, а в худшем случае их полная выборка приводят к выходу подшипника из строя. Кроме того, от чрезмерного натяга внутреннее кольцо может разорваться.
Как было отмечено выше, посадка наружного кольца выбирается такой, чтобы под действием вибрации оно могло немного поворачиваться, но не вращаться. Это способствует последовательному нагружению участков дорожки качения и увеличению работоспособности кольца. При применении шариковых радиальных однорядных подшипников в качестве плавающей опоры возможность осевого перемещения кольца по посадочному месту устраняет появление значительных осевых нагрузок от температурного расширения вала.
При посадке подшипника на вал с натягом внутреннее кольцо принимает форму вала. При овальности вала дорожка качения кольца тоже становится овальной. Радиальные зазоры в подшипнике изменяются. В одних местах зазоры уменьшаются, а в других увеличиваются. При работе такого подшипника в местах прохождения тел качения через малые зазоры нагрузки увеличиваются, появляются вибрации. При посадке наружного кольца в овальный корпус перемещение кольца затрудняется из-за местного увеличения натяга. Это приводит к увеличенным нагрузкам на дорожку качения кольца.
При посадке внутреннего кольца на вал, имеющего конусность посадочного места, кольцо тоже примет форму вала.
Проверка и подготовка посадочных мест. Перед монтажом подшипника нужно внимательно осмотреть посадочные места на валу ротора и в (подшипниковом щите.
Забоины, заусенцы, наклеп, небольшие вспучивания металла от местных задирав следует аккуратно зачистить личным напильником, мелкой наждачной бумагой или
Заплечики вала и корпуса (подшипникового щита)! в которые упираются кольца при монтаже (рис. 1), должны быть строго перпендикулярны оси посадочного места под подшипник. Перпендикулярность заплечика имеет большое значение для работы подшипников, особенно однорядных, имеющих относительно малую ширину. Малая ширина посадочного места подшипника не обеспечивает правильного положения подшипника.

Рис. 1. Посадочные поверхности на валу и в корпусе.
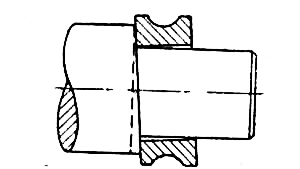
Рис. 2. Положение кольца подшипника при заплечике, не перпендикулярном оси вала.
снять шабером. При зачистке снимать металл необходимо только в месте вспучивания, не затрагивая мест, не имеющих дефекта. Чем больше площадь посадочного места будет подвергнута зачистке, тем больше будет нарушаться правильная геометрическая форма, тем, следовательно, хУже для работы подшипника. Поэтому значительные за-Диры по величине площади посадочного места не выводятся из-за потери правильной геометрической формы. Деталь в этом случае необходимо направить на восетанов-
Хотя задиры, риски, чрезмерный наклеп и забоины на посадочных местах колец подшипника встречаются редко из-за большой разницы в твердости колец подшипника и вала ротора у машин общего назначения, их выведение производится наждачной бумагой с соблюдением всех требований, описанных выше.
В этом случае необходимо замерить внутренний диаметр кольца, овальность и конусность. Эти замеры необходимо также проводить, если на монтажных поверхностях колец имеются следы износа из-за проворачивания на валу или в корпусе.
Отклонения в диаметрах могут быть и больше аналогично отремонтированным подшипникам, но в этом случае необходимая посадка должна быть подобрана за счет сопрягаемой детали (вала или корпуса). Овальность и конусность кольца должны быть в пределах допуска на посадочный диаметр. Конусность отверстий у подшипников классов точности ВП и выше - не более 50% допуска на посадочный диаметр.
После осмотра посадочных мест на валу и в подшипниковом щите их необходимо замерить.
При неоднократных снятиях подшипника или износа от проворачивания кольца посадка может быть «поте-^ ряна». Замер посадочных мест на валу обычно производится микрометром, а в подшипниковых щитах (корпусе) индикаторным нутромером с индикатором нулевого класса. Установка индикатора на размер производится по блоку плиток или по специально изготовленному эталонному кольцу. Замеры можно производить и другим инструментом, имеющим такую же или более высокую точность. Замеры производятся в нескольких местах с тем, чтобы, помимо величины диаметра, установить величину овальности и конусности посадочного места.
калибрами, которые выявляют местные вспучивания, увенчивающие натяг при посадке кольца. При замерах обычным мерительным инструментом эти выступы, как правило, не выявляются.
Осматривая посадочные места на валу и в подшипниковом щите, необходимо также тщательно осмотреть упорные заплечики и галтели у него. Вспучивание металла от забоин аккуратно удаляется шабером, напильником или наждачной бумагой.
Перпендикулярность заплечика к оси вала проверяется в центрах с помощью индикатора, как показано на рис. 3,а. Вращая вал определяют величину бокового биения заплечика.
На рис. 2 показано положение кольца подшипника при неперпендикулярном заплечике к оси вала. За счет деформации кольцо приняло неправильное положение, что приведет к снижению долговечности подшипника. При больших и тяжелых валах, когда проверка биений заплечиков в центрах затруднительна, перпендикулярность заплечика можно проверить угольником, как показано на рис. 3,. Однако этот способ проверки не отличается большой точностью и может быть рекомендован только в случае невозможности применения индикатора.
Необходимо также проверить высоту заплечика. Его высота обычно равна примерно 1/2 ширины торца внутреннего кольца (рис. 4,а). При больших осевых нагрузках заплечик должен быть даже выше. При малой высоте (рис. 4) от действия осевых нагрузок заплечик будет сминаться. Смятие заплечика также происходит, если он будет выполнен коническим (рис. 4,в).
При большой высоте заплечика (рис. 4,г) снять подшипник за внутреннее кольцо невозможно. Снятие подшипника за наружное кольцо приводит к повреждению дорожек качения.
При осмотре галтели вала обращается внимание на отсутствие следов касания кольца. При радиусе галтели, большем, чем фаска кольца, последнее будет упираться в галтель (рис. 5,а).
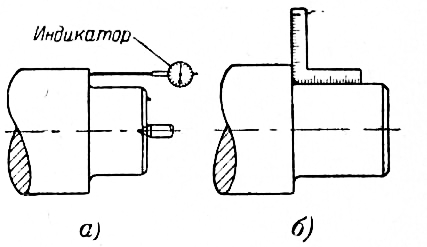
Рис. 3. Проверка индикатором биений заплечика вала и угольником правильности заплечика.
Галтель выполняется неточно. Поэтому возможен перекос кольца. Радиус галтели вала всегда должен быть меньше радиуса фаски кольца (рис. 5,).
Перед монтажом подшипника посадочные места на валу и в подшипниковом щите необходимо тщательно промыть бензином и покрыть тонким слоем рабочей смазки.
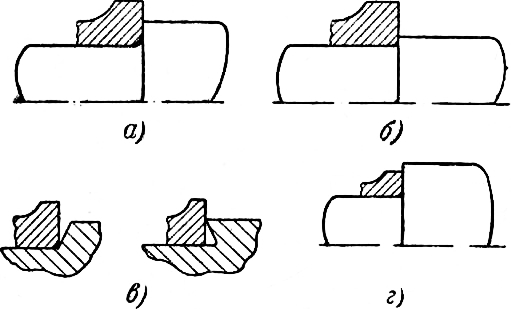
Рис. 24. Высота заплечика. а - нормальная высота; б - высота мала; в - заплечик выполнен коническим; г - высота велика.
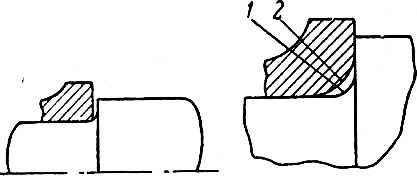
Рис. 5. Положение кольца на валу. а - радиус галтели вала велик: кольцо упирается в галтель; б-правильное положение кольца на валу: радиус галтели вала меньше радиуса фаски кольца.
Монтаж подшипников. Новый подшипник вынимается из упаковки и промывается в горячем минеральном масле и бензине непосредственно перед монтажом. Закрытые подшипники типов 180000, 80000, заполоненные рабочей смазкой на подшипниковых заводах, и подшипники типов 520000 и 140000, имеющие фетровые уплотнения, не промываются.
С наружных поверхностей консервационная смазка удаляется чистыми салфетками.
До постановки в машину подшипник осматривается, чтобы убедиться в отсутствии коррозии и повреждении. Проверяется легкость хода. От руки прикидывается величина осевого зазора. Работавший подшипник вынимаете из пленки или упаковки тоже только перед монтажом.
Наиболее совершенными приспособлениями для запрессовки подшипников на вал являются гидравлические или ручные прессы, которые обеспечивают плавную посадку подшипника на вал (рис. 6).
При монтаже подшипника усилие запрессовки передается «а внутреннее кольцо через монтажный стакан. Отверстие в стакане должно быть немного больше отверстия подшипника, а толщина его стенок немного меньше ширины торца внутреннего кольца.
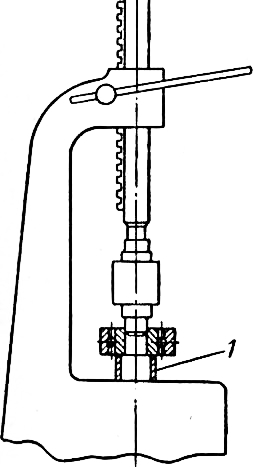
Рис. 6. Запрессовка подшипника на вал с помощью ручного пресса и монтажного стакана.
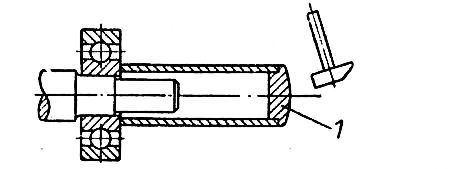
Рис. 7. Монтаж подшипника на вал с помощью монтажной трубы.
Упор подшипника обоими кольцами в широкий монтажный стакан не разрешается, так как в этом случае нагрузка может передаваться через наружное кольцо и сепаратор.
Перед запрессовкой подшипник нужно установить строго соосно с валом, затем приложить небольшую нагрузку и убедиться в отсутствии перекоса. Заедание подшипника указывает на его перекос. В этом случае дальнейшая запрессовка приводит к задирам посадочного места, искажению его формы и неправильной посадке подшипника.
Описанный способ запрессовки применяется для роторов малого веса.
Монтаж подшипников на валы тяжелых роторов производится с помощью монтажной трубы. Трубу изготовляют из мягкого металла (малоуглеродистой стали и др.). В верхнюю ее часть вставляют пробку для равномерной передачи ударов на наружное кольцо.
Для уменьшения вероятности задира посадочного ме-Ста и перекосов внутреннего кольца на валу целесообразно подшипники подогреть в масле. Монтаж подшипников
с подогревом нашел широкое применение для электрических машин малых и средних мощностей из-за удобства монтажа при простоте установки для подогрева.
Температура масла в ванне должна быть не выше 90- 100 °С. При повышении температуры выше 120 °С может произойти отпуск колец и тел качения, что резко снизит долговечность подшипника. Значит, необходимо строго контролировать температуру масляной ванны. Это тем более необходимо, что внешних признаков на деталях подшипника от перегрева и отпуска не остается. Для получения цветов побежалости на деталях подшипника нагрев должен быть значительно выше, чем может быть достигнут в масляной ванне. Правда, отпуск колец может быть установлен по понижению твердости при замерах на приборах. Однако этих замеров после подогрева подшипников никогда не делают. Кроме того, необходимо следить за чистотой масла в ванне. При загрязнении масло должно быть сменено, чтобы не загрязнять подшипники.
При посадке подшипника на вал с подогревом подшипник необходимо периодически поджимать к упорному за-плечику до охлаждения колец. Поджатие подшипника к заплечику обычно осуществляется с помощью монтажной трубы легкими ударами молотка.
После установки подшипника на вал ротора следует проверить правильность монтажа. Если посадка подшипника на вал осуществляется с подогревом, то проверку правильности монтажа необходимо осуществлять после охлаждения подшипника. При проверке нужно:
убедиться в том, что подшипник вплотную прижат к заплечику; щуп толщиной 0,03 мм не должен входить между заплечиком и кольцом; проверку производят в нескольких точках по окружности; допустим только местный зазор от зачистки дефекта заплечика;
проверить рукой наличие осевой игры в подшипнике после охлаждения; отсутствие осевой игры или малая ее величина указывают на недостаточные радиальные зазоры. Эта проверка производится только у шариковых радиальных однорядных подшипников;
проверить легкость вращения подшипника от руной; вращение подшипника должно быть без местных заеданий и притормаживаний.
В машинах специального назначения, имеющих регулируемые радиально-упорные и упорные шариковые подшипники, после монтажа ротора нужно произвести регулировку осевой игры подшипников, величина которой обычно указывается в инструкциях для каждой машины и должна выдерживаться весьма тщательно.
После монтажа вала ротора в машине нужно проверить правильность сборки уплотняющих устройств в подшипниковых щитах или кольцевые зазоры в лабиринтовых уплотнениях и при возможности прокрутить вал ротора от руки. Вращение должно быть без толчков и заеданий.
При пробном пуске машины необходимо следить за температурой подшипникового щита и шумом подшипника. Правильно смонтированный и имеющий нормальные зазоры подшипник работает ровно, без особого шума, толчков и вибраций. При увеличенных зазорах в подшипнике появляются вибрации. Глухой неравномерный шум указывает на загрязненность подшипника. Повышение температуры также указывает на ненормальности в работе подшипника.
Очень важное значение имеет соосность посадочных мест в подшипниковых щитах, точность статической и динамической балансировки ротора и другие факторы, которые могут увеличивать нагрузку на подшипник.
Выбор подшипников-заменителей. При отсутствии необходимого подшипника можно подобрать подшипник-заменитель без ущерба для работы машины.Эти подшипники-заменители имеют расчетный срок службы не менее срока службы основного подшипника, выпускаются отечественной промышленностью, имеют те же габариты и их установка не требует каких-либо доработок узлов и сопрягаемых деталей. Отдельные подшипники шире, что оговорено особо.
К атегория: - Подшипники качения
Валы должны занимать вполне определенное положение в опорах, которые могут быть фиксирующие и плавающие.
В фиксирующих опорах ограничивается осевое перемещение вала в обоих направлениях, а в плавающих осевое перемещение вала в обоих направлениях не ограничивается.
Фиксирующая опора воспринимает радиальную и в любом направлении осевую нагрузку.
Плавающая опора воспринимает только радиальную нагрузку. В схемах на рис. 23.1 и 29.2 вал фиксируется в одной левой опоре одним или двумя радиальными или радиально-упорными подшипниками.
Рис. 23.1. Установка вала в фиксирующей и плавающей опорах
Схемы рис. 23.1 и 23.2 применяют при любом расстоянии между опорами, причем схема (рис. 23.2) характеризуется большей жесткостью фиксирующей опоры.
Осевая фиксация (рис. 23.1) широко применяется в коробках передач, редукторах и т.д. для валов цилиндрических зубчатых передач и приводов валов ленточных и цепных транспортеров.
Осевую фиксацию по схеме (рис. 23.2) применяют в цилиндрических, конических и червячных передачах.
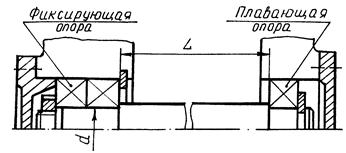
Рис. 23.2. Установка вала
в технологичной фиксирующей опоре
При назначении фиксирующей и плавающей опор учитывают следующие рекомендации:
– подшипники обеих опор должны быть нагружены по возможности равномерно. Поэтому, если опоры нагружены кроме радиальной еще и осевой нагрузкой, то в качестве плавающей выбирают опору, нагруженную большей радиальной силой;
– при температурных колебаниях плавающий подшипник (вместе с валом) перемещается в осевом направлении, что под нагрузкой, изнашивает посадочную поверхность в корпусе. Поэтому, если на опоры действуют только радиальные нагрузки, то в качестве плавающей выбирают менее нагруженную опору;
– если выходной конец вала соединяется с другим валом муфтой, в качестве фиксирующей принимают опору в близи этого конца вала.
Применяют также схемы, в которых осевое фиксирование вала происходит в двух опорах, причем в каждой из них осевое перемещение вала ограничивается только в одном направлении.
Обе схемы (рис. 23.3, 24.4) применяют с определенными ограничениями и связано это с изменением зазоров в подшипниках вследствие нагрева при работе.
Из-за увеличения длины вала осевые зазоры в подшипниках (схема «враспор») еще больше уменьшаются.
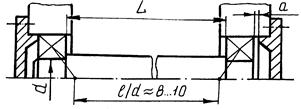
Рис. 23.3. Установка вала «враспор»
Для исключения защемления вала в опорах предусматривают осевой зазор «а », величина которого должна быть несколько больше ожидаемой тепловой деформации подшипников и вала. Из опыта эксплуатации этот зазор устанавливают в пределах 0,2…0,5 мм . Конструктивно эта схема (рис. 23.3) наиболее проста и ее широко применяют при относительно коротких валах.
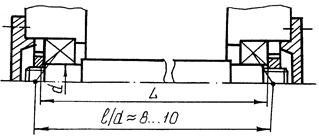
Рис. 23.4. Установка вала «врастяжку»
Поскольку радиально-упорные чувствительны к изменению осевых зазоров, то соотношение l/d можно брать более 10.
При установке вала «врастяжку» (рис. 23.4) осевой зазор в подшипниках при увеличении температуры вала увеличивается (вероятность защемления подшипников уменьшается). Поэтому расстояние между подшипниками можно брать несколько больше, а именно l/d = 8…10.
Более длинные валы по схеме «врастяжку» устанавливать не рекомендуется из-за возможности появления недопустимых для радиально-упорных подшипников осевых зазоров.
В который раз убедились, что подшипники DPI и KDYD — откровенный хлам! На электродвигателе привода шпинделя програмного токарноо станка с ЧПУ подшипник отработал всего два месяца! После чего рассыпался и заклинил. Еще чудо, что не спалили двигатель. Прилагаю некоторые фото этих «чюдо» подшипников:
подшипник DPI — откровенный хлам! подшипник DPI — откровенный хлам
Люди, цените свой труд и не позволяйет своим начальникам закупать такие подшипинки — подшипник DPIи KDYD не БУДУТ работать долго!
Советую покупать и устанавливать или Российские или Украинские или SKF. Другой альтернативы не существует. Даже не вздумайте устанавливать детали сделанные в Китае на оборудование, которое Вы ремонтируете.
После того, как сняли этот поломанный подшипник, для интереса попробывали обыкновенным напильником пилить корпус подшипника и шарики. Результат ужастный — напильник практически без напряжения оставил фаску и на корпусе подшипника и на шариках!
Так, что делайте выводы.
Упорный шариковый подшипник воспринимает только осевые нагрузки.
Основная особенность конструкции упорного подшипника — о которой необходимо помнить при монтаже — это различные внутренние диаметры колец подшпника. Тоесть у упорного подшипника одно кольцо свободное — оно свободно, с зазором, перемещается по валу, а второе тугое — на валу это кольцо устанавливается с натягом.
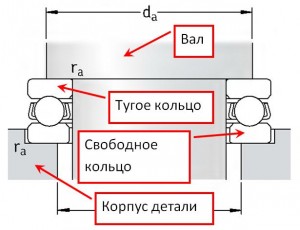
На рисунке приведена схема установки упорного шарикового подшипника.
Некотрые пояснения к рисунку:
- — корпус — имеется в виду неподвижная корпусная часть станка;
- — вал — вращающаяся часть станка, на которую действует осевая нагрузка.
При установке упорного подшипинка главное условие , которое необходимо помнить: свободное кольцо устанавливается в корпус (неподвижную деталь), а плотное кольцо — на вал. При такой схеме установки вал при вращении не будет затирать в упорном подшипнике, так как он (вал) будет вращаться в свободном кольце.
Обозначение подшипника может состоять из двух обозначений: основного и дополнительного. В основном обозначении кодируется следующая информация: размер подшипника, его тип и конструктивное исполнение. Это, кстати, для нас самая главная информация. Дополнительное обозначение может располагаться перед и после основного. В дополнительном обозначении (которое стоит перед основным) кодируется такая информация: класс точности, внутренний зазор и момент трения подшипника. В дополнительном обозначении (которое стоит после основного) кодируется: материал подшипника, специальные технические требования, вид смазки и др. Но следует знать, что если подшипник выпускается без специальных требований к смазке, величине зазора и пр., то дополнительно обозначение не ставиться.
1. Основное условное обозначение.
Условное обозначение подшипников, у которых диаметр отверстий от 10 до 500 мм. Для таких подшипников в основном обозначении цифры расположены таким образом:
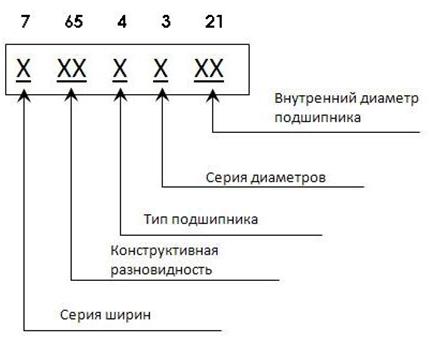
В основное обозначении порядок расположения и чтения цифр – СПРАВА НАЛЕВО. Цифр может быть от двух до семи.
Цифры, стоящие под номером 1 и 2 обозначают внутренний диаметр подшипника. При этом для некоторых диаметров существует строгое соответствие условному обозначению:
|
Внутренний диаметр подшипника, мм |
Условное обозначение |
Внутренние диаметры от 20 до 495 мм включительно обозначают по формуле: диаметр деленный на 5.
Здесь необходимо помнить, что при одинаковом внутреннем диаметре, наружный диаметр подшипника и ширина может быть различный. Это потому что промышленность выпускает подшипники различной грузоподъемности и конструкций.
Цифра, стоящая под номером 3 обозначает серию диаметров.
Цифра, стоящая под номером 7 обозначает серию ширин.
Эти серии (серии диаметров и ширин) определяют наружный диаметр и ширину подшипника.
Цифра, стоящая под номером 4 обозначает тип подшипника.
| Тип подшипника |
Обозначение |
| Шариковый радиальный | |
| Шариковый радиальный сферический | |
| Роликовый радиальный с короткими цилиндрическими роликами | |
| Роликовый радиальный со сферическими роликами | |
| Роликовый радиальный с длинными цилиндрическими или игольчатыми роликами | |
| Роликовый радиальный с витыми роликами | |
| Шариковый радиально-упорный | |
| Роликовый конический | |
| Шариковый упорный, шариковый упорно-радиальный | |
| Роликовый упорный, роликовый упорно-радиальный |
Цифры, стоящие под номером 5 и 6 кодируют конструктивное исполнение подшипника.
Рассмотрим ПРИМЕР условного обозначения подшипника «миллионника» 1180304 . Это шариковый радиальный однорядный с двухсторонним уплотнением.
04 3 – серия диаметра; 0 – тип подшипника; 18 – конструктивное исполнение; 1 – серия ширины.
Рассмотрим ПРИМЕР условного обозначения подшипника 304 . Это шариковый радиальный однорядный.
04 – диаметр отверстия (высчитываем: 04*5 = 20 мм); 3 – серия диаметра; 0 – тип подшипника; 00 – конструктивное исполнение; 0 – серия ширины.
Монтаж (или посадка) подшипника в корпус. В основном размеры подшпников в станках небольшие, и поэтому монтаж подшпников выполняется без нагрева самих подшипников — тоесть в холодном состоянии. Монтаж происходит по такой схеме:
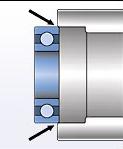
Стрелками на рисунке показано приложение силы. Это очень важно. Так как подшипник монтируется в корпус, то наружное кольцо воспринимает все усилие.
В общем случае действует правило, как и при — усилие монтажа ни в коем случае не должно передавться через тела качения!
Монтаж выполняется с помощью обрезка трубы. Здест тоже стоит обратить внимание, что труба должнна быть торцована на токарном станке — в общем обрез должен быть ровным. Никакие расплющенные трубы НЕ ГОДЯТСЯ ! Этим можно испортить подшипник — неровная труба может соскочить и повредить сепаратор. Диаметр трубы подбирается по диаметру наружного кольца.
Перед началом работ следует немного смазать наружное кольцо и вручную выровнять подшипник в корпусе. Теперь можно начинать насаживать подшипник — сначала легкими ударами — тут нужно контролировать отсутствие перекоса, а потом немного сильнее догнать подшипник до упора в корпус.
Теперь легким движением надвигаем радиальный роликовый подшипник на конус. Подшипник должен закрепиться на конусной шейке шпинделя. В большинстве конструкций шпинделей этого натяга будет достаточно. Теперь необходимо замерить зазор между буртиком шпинделя и внутренней обоймой подшипника. Делается это с помощью концевых мер (плиток). Точность замеров +-0,005 мм. Замеры производить минимум в трех местах.
- Первое — и самое главное условие, которое необходимо соблюдать при монтаже подшипников качения — это гарантия чистоты подшипника. Тоесть, если подшипник новый, значит необходимо удалить консервационную смазку. Если же подшипник уже был в эксплуатации, то необходимо удалить остатки бывшей смазки.Промывать подшипники лучше в керосине, или, при невозможности достать керосин, в дизтопливе. Как правило, практически на любом производстве эти жидкости можно найти.
- Второе — внешний осмотр. У подшипников не должно быть видимых повреждений сепаратора, защитных шайб. Также необходимо проверить легкость вращения и отсутствие шума при вращении.
- Третье. Осмотр поверхности на которую будет производиться монтаж — поверхность должна быть чистой, гладкой, без задиров и забоин.
Монтаж. Применяемые приспособления.
Важно : при монтаже подшипников усилие напрессовки НИКОГДА НЕ ДОЛЖНО ПЕРЕДАВАТЬСЯ ЧЕРЕЗ ТЕЛА КАЧЕНИЯ.
Если подшипник монтируется на вал, то усилие должно передаваться через внутренне кольцо, если подшипник монтируется в корпус, то усилие необходимо передавать через наружное кольцо.
В качестве наставки используется труба по диаметру кольца.
Усилие при монтаже подшипника желательно создавать на прессе. Конечно, не всегда, точнее редко когда подшипниковый узел возможно собрать под прессом, поэтому применяют такой способ: осаживание молотком — через наставку.
 Игольчатый подшипник в своей конструкции имет цилиндрические ролики малого диаметра, с большим отношением длины ролика к диаметру ролика. Ролики расположены без сепаратора, один к одному. Именно такое исполнени (без сепаратора) наиболее применимо в механике станков и оборудования.
Игольчатый подшипник в своей конструкции имет цилиндрические ролики малого диаметра, с большим отношением длины ролика к диаметру ролика. Ролики расположены без сепаратора, один к одному. Именно такое исполнени (без сепаратора) наиболее применимо в механике станков и оборудования.
Игольчатый подшипник, по сравнению с обычным роликовым подшипников имеет такие преимущества: более высокая грузоподъемность при меньших габаритах. Также игольчатые подшипники очень хорошо работают при качательном движении. Такое качательное движение, к примеру, встречается в ШВП (шарико-винтовых парах) при небольших перемещениях.
Серия 36000, 46000 и 66000 — неразъемные.
Осевая грузоподъемность подшипник зависит от угла контакта тела качения и дорожки качения. Грузоподъемность радиально-упорного шарикового подшипника возрастает с увеличением угла контакта.
Радиально-упорные однорядные подшипники серий 6000, 36000, 46000, 66000 могут воспринимать осевую нагрузку только в одном направлении, и поэтому для фиксации вала в обе такие подшипники, как правило, устанавливаются по два на вал или по два в опору.
Схема установки двух шариковых радиально-упорных подшипников.
Такая схема установки используется практически во всех шпинделях фрезерных станков. «А» и «Б» — комплектовочные кольца — необходимы
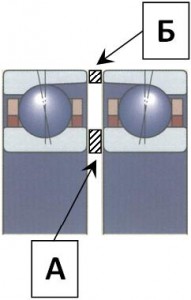
для создания предварительного натяга в комплекте двух подшипников (это необходимо для равномерного распределения внешних нагрузок меджу подшипниками). Предварительный натяг достигается разностью толщин колец «А» и «Б». Чтобы выбрать зазоры, необходимо шлифовать (дл уменьшения толщины) наружное кольцо «Б».
| Другие статьи: | ||
| Присутствие NTN-SNR и успех её продукции на отраслевых рынках | ||
| Обучение | ||
| Отзывы о Подшипник.ру | ||
| Каталоги NTN-SNR | ||
| ВАКАНСИИ |
||
| какие подшипники вы используете |
Монтаж подшипников
Для подготовки подшипников к монтажу предварительно проверяют надписи на упаковке и самих подшипниках.
Распаковывают подшипники непосредственно перед началом работ с ними.
Расконсервацию подшипников производят согласно действующей инструкции по хранению, расконсервации подшипников и их деталей и обращению с ними. Как правило, подшипники расконсервируют в горячем (80-90 °С) минеральном масле, тщательно промывают в 6-8%-ном растворе масла, в бензине или в горячих (75-85°С) антикоррозионных водных растворах, например, следующих составов (в %-тах):
|
Раствор N1 |
Раствор N2 |
|
|
Триэтаноломин |
||
|
Нитрит натрия |
||
|
Смачиватель ОП |
||
|
Остальное |
Остальное |
Хранить расконсервированные подшипники более двух часов без защиты от коррозии не рекомендуется.
После расконсервации потребитель подшипников должен обеспечить их защиту от коррозии при контроле, монтаже, сборке и хранении изделий по соответствующей внутризаводской инструкции.
Перед монтажом подшипник следует проверить на соответствие внешнего вида, легкости вращения, зазоров требованиям нормативно-технической документации.
Визуально у подшипников открытого типа должны быть проверены наличие забоин, следов загрязнений, коррозии, полного комплекта заклепок, плотности их установки или других соединительных элементов, полного комплекта тел качения, наличие повреждений сепаратора.
У подшипников закрытого типа следует проверить не повреждены ли уплотнения или защитные шайбы.
Для проверки радиального зазора одно из колец подшипника закрепляют при горизонтальном положении оси и определяют зазор с помощью индикатора, смещая свободное кольцо под действием измерительного усилия в радиальном направлении в два диаметрально противоположные положения. Разница показаний прибора соответствует значению радиального зазора. Проводят три измерения, поворачивая свободное кольцо относительно начального положения оси подшипника. Аналогично проводят измерение осевого зазора, но при вертикальном положении оси подшипника. Закрепляя одно из колец, другое смещают в осевом направлении в два крайних положения под действием измерительного усилия и фиксируют разность показаний индикатора. Радиальные зазоры в радиальных двухрядных сферических роликовых подшипниках и подшипниках с цилиндрическими роликами без бортов на наружных кольцах с диаметром посадочного отверстия свыше 60 мм могут быть измерены с помощью щупа.
Непосредственно перед монтажом необходимо проверить монтажные поверхности корпусов (отверстия и торцы) и валов (посадочные поверхности и торцы) на отсутствие забоин, царапин, глубоких рисок от обработки, коррозии, заусенцев и загрязнений.
Валы, особенно при соотношениях длины и наибольшего диаметра более 8, следует проверять на прямолинейность оси (отсутствие изгиба). Проверку целесообразно проводить при вращении вала в центрах с помощью индикаторов часового типа. Увеличение эксцентриситета в направлении от края к середине указывает на искривление вала.
Необходимо проверить отклонение от соосности всех посадочных поверхностей, расположенных на одной оси, на соответствие нормам, указанным в технической документации.
Если подшипники, служащие опорой одного вала, устанавливают в различные (раздельные) корпуса, соосность корпусов, в соответствии с требованиями технической документации, должна быть обеспечена с помощью прокладок или других средств.
При установке на одну посадочную шейку двух подшипников (радиальных: шариковых, роликовых сферических и цилиндрических) разница в радиальных зазорах не должна превышать 0,03 мм, а по внутреннему и наружному диаметрам колец - не более половины поля допуска.
Сопрягаемые с подшипниками поверхности валов и корпусов должны быть тщательно промыты, протерты, просушены и смазаны тонким слоем смазочного материала или антифреттингвой пастой. Каналы для подвода смазки должны быть очищены от стружки и других загрязняющих частиц и продуты сжатым воздухом.
При монтаже подшипника усилие напрессовки должно передаваться только через напрессовываемое кольцо - через внутреннее при монтаже на вал и через наружное - в корпус. Запрещается проводить монтаж таким образом, чтобы усилие передавалось с одного кольца на другое через тела качения. Если подшипник одновременно монтируется на вал и в корпус, то усилия передаются на торцы обоих колец.
Не допускается приложение монтажных усилий к сепаратору. Нельзя наносить удары непосредственно по кольцу. Допускается нанесение легких ударов по кольцу только через втулку из незакаленной конструкционной стали.
При монтаже подшипников с цилиндрическим отверстием на вал с натягом подшипник целесообразно предварительно нагреть на индукционном нагревателе.
Нагретый подшипник устанавливают на вал и доводят до места небольшим усилием. При этом сторона подшипника, на которой нанесено заводское клеймо, должна быть снаружи.
Для монтажа крупногабаритных подшипников наиболее целесообразным является применение гидравлического распора, обеспечивающего наиболее качественную установку подшипника, отсутствие каких-либо повреждений монтажных поверхностей и высокую производительность. Особенно целесообразен этот способ для монтажа подшипников с внутренним коническим отверстием диаметром более 120-150 мм.
При посадке подшипника в корпус с натягом рекомендуется перед монтажом предварительно охладить подшипник жидким азотом (-160 °С) или сухим льдом, либо нагреть корпус.
Наиболее целесообразными являются способы монтажа, при которых осуществляется одновременное и равномерное давление по всей окружности монтируемого кольца. При таких способах не возникает перекос монтируемого кольца. Для осуществления подобных способов применяют трубы из незакаленной конструкционной стали, внутренний диаметр которых несколько больше диаметра отверстия кольца, а наружный немного меньше наружного диаметра кольца. На свободном конце трубы следует установить заглушку со сферической наружной поверхностью, к которой и прилагают усилие при монтаже.
Усилие при монтаже следует создавать с помощью механических либо гидравлических прессов и приспособлений.
При отсутствии механических и гидравлических приспособлений и монтаже с небольшими натягами подшипников малых размеров допустимо нанесение несильных ударов молотком через монтажную трубу с заглушкой.
При любых способах монтажа, особенно при монтаже с помощью молотка, необходимо тщательно следить за обеспечением равномерного, без перекоса, осевого перемещения кольца. Наличие перекоса при монтаже приводит к образованию задиров на посадочной поверхности, неправильной установке подшипника, приводящей к сокращению срока его службы, а в отдельных случаях - к разрыву монтируемого кольца.
Двухрядные сферические шариковые и роликовые подшипники с коническим отверстием устанавливают на цилиндрическом валу с помощью закрепительных и стяжных втулок, а на валах с конической шейкой - непосредственно на шейку вала. Монтаж подшипников с диаметром отверстия до 70 мм и нормальными натягами целесообразно осуществлять с помощью монтажной втулки, навертываемой на резьбовой конец вала. Нажимная часть воздействует на торец закрепительной втулки или непосредственно на торец внутреннего кольца (при монтаже без закрепительных и стяжных втулок). Подшипники с диаметром отверстия свыше 70-100 мм следует монтировать гидравлическими методами. Так как по мере осевого продвижения закрепительной втулки внутреннее кольцо подшипника деформируется (расширяется), радиальный зазор уменьшается. Радиальный зазор необходимо контролировать с помощью щупа. Допустимое минимальное значение радиального зазора в миллиметрах после сборки узла для подшипников, изготовленных с зазорами нормальной группы по ГОСТ 24810, ориентировочно может быть определено по формуле
где d - номинальный диаметр отверстия подшипника, мм.
Крупногабаритные (с диаметром отверстия более 300 мм) сферические роликовые подшипники целесообразно перед монтажом разогреть до 60-70°С,
При монтаже игольчатого подшипника без сепаратора последняя игла должна входить с зазором, равным от 0,5 до 1 диаметра иглы. Иногда для выполнения этого условия устанавливают последнюю иглу с меньшим диаметром.
В процессе установки подшипников (особенно воспринимающих осевые усилия) там, где это возможно, с помощью щупа толщиной от 0,03 мм или по световой щели следует убедиться в плотном и правильном прилегании торцов колец подшипника к торцам заплечиков. Аналогичной проверке должны быть подвергнуты противоположные торцы подшипников и торцы прижимающих их в осевом направлении деталей.
Необходимо проверить правильность взаимного расположения подшипников в опорах одного вала. Вал после монтажа должен вращаться от руки легко, свободно и равномерно.
Осевой зазор радиально-упорных и упорных подшипников устанавливают осевым смещением наружного и внутреннего колец с помощью прокладок, гаек, распорных втулок. Для проверки осевого зазора в собранном узле к торцу выходного конца подводят измерительный наконечник индикатора, укрепленного на жесткой стойке. Осевой зазор определяют по разнице показаний индикатора при крайних осевых положениях вала. Вал смещают в осевом направлении до полного контакта тел качения с поверхностью качения соответствующего наружного кольца.
Для повышения точности вращения, особенно в быстроходных узлах, например, станочных электрошпинделях, зазоры в радиально-упорных подшипниках выбирают, создавая стабильный преднатяг на подшипники. Это достигается приложением к вращающемуся кольцу подшипника осевого усилия через тарированную пружину. При этом тела качения точно фиксируются на дорожках качения.
Для предотвращения «закусывания» крупных подшипников при монтаже или в процессе эксплуатации перед установкой их в разъемные корпуса допускается производить расшабривание поверхностей полуотверстий в местах разъема. Полноту прилегания крупных подшипников к посадочным местам в разъемных корпусах проверяют с помощью калибра и краски (отпечатки краски должны составлять не менее 75% общей посадочной площади). В разъемных корпусах с помощью щупа проверяют также плотность и равномерность прилегания основания крышки (зазор не более 0,03 -0,05 мм).
В собранном узле необходимо проверить наличие зазоров между вращающимися и неподвижными деталями. Особое внимание следует обратить на наличие зазоров между торцами неподвижных деталей и торцами сепараторов, которые иногда выступают за плоскость торцов колец.
Следует проверить также совпадение проточек для подачи смазки в корпусах со смазочными отверстиями в наружных кольцах подшипников.
Для подшипников с цилиндрическими роликами и без бортов после монтажа должно быть проверено относительное смещение наружного и внутреннего колец в осевом направлении. Оно не должно быть более 0,5-1,5 мм для подшипников с короткими роликами и более 1-2 мм - для подшипников с длинными роликами (большие значения даны для подшипников больших размеров).
После завершения сборочных операций и введения в подшипниковые узлы смазочного материала, предусмотренного технической документацией, следует проверить качество монтажа подшипников пробным пуском сборочной единицы на низких оборотах без нагрузки. При этом прослушивают шум вращающихся подшипников с помощью стетоскопа или трубы. Правильно смонтированные и хорошо смазанные подшипники при работе создают тихий, непрерывный и равномерный шум. Свистящий шум свидетельствует о недостаточном смазывании или наличии трения между соприкасающимися деталями узла. Звенящий металлический звук может быть вызван слишком малым зазором в подшипнике. Равномерный вибрирующий звук вызывается попаданием инородных частиц на дорожку качения наружного кольца. Шум, возникающий время от времени при неизменной частоте вращения, свидетельствует о повреждении тел качения. Шум, проявляющийся при изменении частоты вращения, может быть обусловлен повреждением колец в результате монтажа или наличием усталостных выкрашиваний на поверхностях качения. Стучащие звуки возможны вследствие загрязнения подшипника. Неравномерный громкий шум создают сильно поврежденные подшипники.
Производители насосов в своем оборудовании используют большое разнообразие видов и типов монтажа для подшипников, основанное на приложениях и требованиях по нагрузке. На небольших процессных насосах и насосах общего назначения, обычно, можно увидеть один ряд радиальных подшипников и двойной ряд упорных подшипников.
В то время, как машины становятся больше, скорости выше, а радиальные и осевые нагрузки испытываемые валом и подшипниковым узлом растут, производители часто переходят к большим шариковым или роликовым подшипникам и сдвоенным парам радиально-упорных подшипников, чтобы справиться с возросшей нагрузкой. Безусловно, когда поднимается тема о сдвоенных радиально-упорных подшипниках, также поднимается вопрос о том, как их правильно установить.
"СПИНА К СПИНЕ"
Многие производители устанавливают на вал пару радиально-упорных подшипников в конфигурации "спина к спине". Это когда более широкие внешние дорожки соприкасаются друг с другом, а подшипники зафиксированы на валу с помощью стопорной шайбы и контрагайки. Это позволяет радиальному и упорному подшипнику переносить большие осевые нагрузки в обоих направлениях. При обычной установке, когда вы смотрите на подшипники, правильно установленные на валу, вы можете увидеть существенное количество шарикоподшипников с внешней стороны, и как более широкий фланец одного подшипника соприкасается с широким фланцем другого.
"ЛИЦОМ К ЛИЦУ"
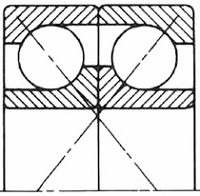
Другим, не менее эффективным методом является установка подшипников на валу "лицом к лицу". В этом случае внутренние дорожки удерживаются вместе с помощью стопорной шайбы и контрагайки, но прочная несущая способность такого расположения не реализуется до тех пор, пока не будут зафиксированы внешние дорожки подшипников. Обычно это делается с помощью сепаратора подшипника, хотя иногда для загрузки дорожек подшипника используются пружины. С использованием сепаратора процедура может потребовать прокладок между сепаратором и корпусом подшипника, чтобы установить предварительную загрузку или внутренний рабочий зазор. Если используются пружины, то необходимо использовать те, что имеют правильный коэффициент упругости, а не просто любые пружины. Хоть эта настройка и является более сложной, компоновка "лицом к лицу" может устранить большую несоосность между валом и корпусом и обеспечить при этом радиальные подшипники жесткой несущей способностью, а также долгим сроком службы.
"ТАНДЕМ"
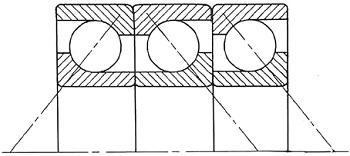
Третий способ заключается в монтировании радиально-упорных подшипников на валу в тандеме. Это когда оба подшипника имеют одно и то же направление. Такое расположение делает очень загруженную компоновку упорного подшипника, но оно не несет никакой радиальной нагрузки и воспринимает осевую нагрузку только в одном направлении. В набор должен быть добавлен третий радиально-упорный или радиальный подшипник, чтобы воспринимать радиальные нагрузки. В сочетании с очень надежным радиальным подшипником, это позволяет переносить максимальные нагрузки в осевом направлении.
Всегда должна приниматься во внимание информация от производителя оборудования, чтобы правильно ориентировать любые составные пакеты подшипников для обеспечения их правильной установки. При правильной установке, данные компоновки обеспечат долгий срок службы. При неправильной, могут привести к поломке почти сразу.