طرحهای تکیهگاه یاتاقان، استفاده از یاتاقانهای رانش. بلبرینگ تماس زاویه ای تک ردیف - طرح ها، طرح های نصب بلبرینگ. سمت چپ - "شناور"
| مقالات دیگر: | ||
| حضور NTN-SNR و موفقیت محصولات آن در بازارهای صنعت | ||
| تحصیلات | ||
| بررسی Podshipnik.ru | ||
| کاتالوگ های NTN-SNR | ||
| جای خالی |
||
| از چه بلبرینگ هایی استفاده می کنید |
نصب بلبرینگ
برای آماده سازی یاتاقان ها برای نصب، نوشته های روی بسته بندی و خود بلبرینگ ها را از قبل بررسی کنید.
بلبرینگ ها را بلافاصله قبل از شروع کار با آنها از بسته بندی خارج کنید.
یاتاقان ها مطابق دستورالعمل های فعلی برای ذخیره سازی، نگهداری مجدد یاتاقان ها و قطعات آنها و جابجایی آنها مجدداً نگهداری می شوند. به عنوان یک قاعده، بلبرینگ ها در گرما متوقف می شوند (80-90 درجه سانتیگراد)روغن معدنی، به طور کامل شسته شده است محلول روغن 6-8٪،در بنزین یا داغ (75-85 درجه سانتیگراد)محلول های آبی ضد خوردگی، به عنوان مثال، ترکیبات زیر (در درصد):
در بیشتر موارد، عمر خستگی حداکثر عمر باربری است. این خستگی معیار زندگی است که به عنوان مبنای بخش اول این استاندارد استفاده می شود. ماده در استاندارد زیر فرض میکند که یاتاقانها دارای سطح تماس ناقص، فولاد با کیفیت سخت شده به عنوان ماده یاتاقان، روغن کاری کافی، پشتیبانی و تراز حلقه مناسب، فاصلههای داخلی نامی و شعاع شیار مناسب هستند. علاوه بر این، برخی از اثرات با سرعت بالا مانند نیروی گریز از مرکز کروی و گشتاورهای ژیروسکوپی در نظر گرفته نمی شوند.
|
راه حل N1 |
راه حل N2 |
|
|
تری اتانول آمین حالا ما با استاندارد ادامه می دهیم. "عمر" یک بلبرینگ فردی تعداد دورهایی است که یاتاقان قبل از ایجاد اولین علائم خستگی در مواد هر حلقه یا هر یک از عناصر غلتشی انجام می دهد. از آنجایی که بار اعمال شده، مانند بار پایه، تمایل به ایجاد تغییر شکل پلاستیک موضعی در سطوح نورد دارد، انتظار نمی رود که چنین بار سنگینی معمولا اعمال شود. تعیین بار پایه
بارهای محوری و شعاعی ترکیبیمحاسبه بار شعاعی معادل. مقدار بار شعاعی معادل P برای یاتاقان های تماس شعاعی و زاویه ای تحت بارهای ثابت ترکیبی شعاعی و ثابت برابر است. |
||
|
نیتریت سدیم |
||
|
عامل مرطوب کننده OP تلرانس ها و ترخیص هاارزیابی و کالیبراسیون بلبرینگها شامل ملاحظات زیادی است که بسیاری از آنها از حوصله این ارائه مقدماتی خارج است. برای گرفتن اطلاعات اضافیخواننده به ادبیات فنی ارجاع داده می شود. بحث کامل تر در مورد تلورانس ها و رابطه آنها با کاربردهای بلبرینگ، نصب و طراحی موضوع پیچیده ای است که خارج از محدوده این ارائه است. هنگام محاسبه رتبه بار پایه برای یک واحد متشکل از دو یا چند بلبرینگ یکبار مصرف مشابه که "در پشت سر هم" نصب شده اند، به درستی ساخته شده و برای توزیع یکنواخت بار نصب شده اند، تخمین ترکیبی تعداد یاتاقان ها برای یک 7 اسب بخار چند برابر بیشتر است. نسبت به یک بلبرینگ . فاصله شعاعی داخلی بلبرینگ و غلتک یک پارامتر مهم برای عملکرد صحیح دستگاه، عمر بهینه یاتاقان و دمای کار معقول است. |
||
|
باقی مانده |
باقی مانده |

توصیه نمی شود بلبرینگ های بدون محافظ را برای بیش از دو ساعت بدون حفاظت در برابر خوردگی نگهداری کنید.
پس از نگهداری مجدد، مصرف کننده بلبرینگ ها باید از حفاظت آنها در برابر خوردگی در هنگام کنترل، نصب، مونتاژ و نگهداری محصولات مطابق با دستورالعمل های داخلی مربوطه اطمینان حاصل کند.
این فاصله کل داخل بلبرینگ در جهت شعاعی است. در رولرها و بلبرینگهای استوانهای کوچک، میتوان آن را به راحتی با نشانگر مقیاس اندازهگیری کرد، با قرار دادن بلبرینگ در یک طرف، ثابت کردن یک مسابقه، و فشار دادن نژاد دیگر در یک جهت و عقبکشی 180 درجه. برای یاطاقان غلتکی مخروطی دو و چهار ردیفه در همه اندازه ها، اندازه گیری فاصله در جهت شعاعی بسیار دشوار است و معمولاً انجام نمی شود. رولبرینگ های مخروطی دو ردیفه کوچک را می توان با دست بررسی کرد، اما این روش با یاتاقان های صنعتی بزرگ جواب نمی دهد.
قبل از نصب، بلبرینگ باید از نظر انطباق بررسی شود ظاهر، سهولت چرخش، مجوزهای لازم برای اسناد نظارتی و فنی.
از نظر بصری، برای یاتاقانهای نوع باز، وجود شیارها، آثار آلودگی، خوردگی، مجموعه کامل پرچها، سفتی نصب آنها یا سایر عناصر اتصال، مجموعه کاملی از عناصر غلتشی و وجود آسیب به قفس باید مشخص شود. بررسی شد.
نصب شامل وادار کردن سطح مخروطی داخلی این بلبرینگ ها به مخروط است، معمولاً با یک مهره گیره. برای بلبرینگ های بزرگممکن است برای بلند کردن آن به یک مهره هیدرولیک نیاز باشد. سپس با یک مهره معمولی که پیچ خورده است ثابت می شود.
دنباله "احساس" منجر به اندازه گیری نسبتا دقیق تفاوت بین نیمکت ها و شکاف های تنظیم شده می شود. هیچ استانداردی برای یاطاقان غلتکی مخروطی وجود ندارد. مقادیر "ترخیص" برای این یاتاقان ها در جهت محوری به صورت "جانبی" یا "بیان می شود. بازی های تخته ای” و برای هر اپلیکیشن طراحی و مشخص شده اند.
برای یاتاقان های مهر و موم شده، مهر و موم ها یا سپرها باید از نظر آسیب بررسی شوند.
برای بررسی فاصله شعاعی، یکی از حلقه های یاتاقان با محور افقی ثابت می شود و فاصله با استفاده از یک نشانگر تعیین می شود و حلقه آزاد تحت تأثیر نیروی اندازه گیری در جهت شعاعی به دو موقعیت کاملاً مخالف تغییر می کند. تفاوت در قرائت ابزار مربوط به مقدار فاصله شعاعی است. سه اندازه گیری با چرخاندن حلقه آزاد حول موقعیت اولیه محور بلبرینگ انجام می شود. به طور مشابه، فاصله محوری اندازه گیری می شود، اما با محور یاتاقان در موقعیت عمودی. در حین ثابت کردن یکی از حلقه ها، حلقه دیگر در جهت محوری دو تا جابجا می شود مواضع افراطیتحت عمل نیروی اندازه گیری و رفع اختلاف در قرائت نشانگر. فاصله شعاعی در رولبرینگهای کروی دو ردیفه شعاعی و غلتکهای استوانهای بدون دنده در حلقههای بیرونی با قطر سوراخ بیش از 60 میلیمتر را میتوان با گیج حسگر اندازهگیری کرد.
برای کاربردهای پیچیده، توصیه می کنیم که کاربران بلبرینگ های ما برای توصیه های نصب و طراحی خاص با بخش فروش ما تماس بگیرند. بلبرینگهای درجه صنعتی ما نه تنها به دلیل ملاک غلتش خستگی عمر طولانی دارند، بلکه باید ساختاری مهندسی شوند تا در برابر ضربه، اضافه بار و سرعت تصادفی مقاومت کنند. طراحی هر یاتاقان سنگین برای این منظور بهینه شده است، از جمله بلبرینگ های قطر بزرگ ما.
برای اطمینان از عملکرد یاتاقان و دوام رضایت بخش این اجزای ماشین، نصب صحیحبلبرینگ ها روی شفت ها و محفظه ها. تلورانس های مجاز اندکی بزرگتر از تلورانس های اجزای بلبرینگ جفت شده است. پرداخت سطح و انحراف قالب نیز یک مشکل بزرگ است. از چرخش مشعل نسبت به شفت یا محفظه و در نتیجه فرسودگی و گازگرفتگی جلوگیری کنید. بدون افزودنی های مناسب، ممکن است نیاز باشد که یاتاقان ها زودتر از سرویس خارج شوند، و سطوح شافت و محفظه ممکن است قبل از نصب بلبرینگ های جایگزین نیاز به بازسازی داشته باشند. پشتیبانی کافی برای یاتاقان های نسبتا نازک ارائه دهید. . حروف مختلف با توجه به محدوده تحمل مجاز نسبت به قطر اسمی مکان را نشان می دهد و عدد نشان دهنده مقدار تلورانس نسبی است.
بلافاصله قبل از نصب، لازم است سطوح نصب محفظه ها (سوراخ ها و انتها) و شفت ها (سطوح نشیمن و انتهای آن) را از نظر عدم وجود بریدگی، خط و خش، آثار عمیق ماشین کاری، خوردگی، سوراخ ها و کثیفی بررسی کنید.
شفت ها، به خصوص با نسبت طول و بزرگترین قطر بیش از 8، باید از نظر صاف بودن محور (بدون خمش) بررسی شوند. توصیه می شود با استفاده از نشانگرهای شماره گیری بررسی کنید که چه زمانی شفت در مراکز می چرخد. افزایش خروج از مرکز از لبه به سمت وسط نشان دهنده انحنای شفت است.
فیکسچرهای شافت نشان داده شده در بالای سوراخ یاتاقان نشان دهنده مصونیت صوتی است. برخی از کلاسهای حروف مناسب، هم خلاصی و هم تداخل جزئی را با اجزای بلبرینگ امکانپذیر میکنند. اولین قدم در انتخاب شفت و محفظه مناسب برای یاتاقان این است که تعیین کنید آیا بار در مسابقه داخلی یا بیرونی در حال چرخش است. مرحله دوم تعیین بار نسبی روی بلبرینگ است. این در مورد یاتاقان های شعاعی، که در درجه اول تحت بارهای شعاعی قرار دارند، صدق می کند.
یاتاقانهای رانش و یاتاقانهایی که میتوانند بارهای شعاعی و محوری ترکیبی را در شرایطی که تحت بارهای محوری محض قرار میدهند، به طور متفاوتی نصب شوند. در بیشتر موارد، یک یاتاقان نصب شده بر روی یک شفت دوار دارای بار چرخشی نسبت به مسابقه داخلی و یک بار ثابت نسبت به مسابقه خارجی است. اگر شفت ثابت یا ثابت باشد و مسابقه بیرونی در چرخ، چرخ دنده یا اجزای دیگری باشد که میچرخد، بار نسبت به دور بیرونی میچرخد و روی مسابقه داخلی ثابت میماند.
لازم است ناهماهنگی کلیه سطوح نصب واقع در یک محور از نظر مطابقت با استانداردهای مشخص شده در مستندات فنی بررسی شود.
اگر یاتاقان هایی که یک شفت را پشتیبانی می کنند در محفظه های مختلف (جدا) نصب شده باشند، تراز بدنه ها مطابق با الزامات مستندات فنی باید با استفاده از واشر یا وسایل دیگر اطمینان حاصل شود.
در چند موقعیت نادر، بار ممکن است با توجه به هر دو مسابقه بچرخد و هر دو مسابقه باید محکم نصب شوند. در چنین مواردی، یک یاتاقان قابل جداسازی مورد نیاز است تا بتوان هر دو جزء را به صورت جداگانه نصب کرد. یاتاقانهای قابل تفکیک مناسب، پیکربندیهای خاصی از یاتاقانهای غلتکی استوانهای و رولبرینگهای مخروطی هستند.
این امکان را از بین میبرد که کارگر سایز نادرستی را روی مجلات با قطر اسمی یکسان قرار دهد. همچنین باید توجه داشت که فیکسچرهای توصیه شده فقط برای شفت های کاربید اعمال می شود. این اجازه می دهد تا مسابقه داخلی به اندازه کافی "کشش" داشته باشد تا "فشار مناسب" صحیح برای مقابله با چرخش مسابقه روی شفت ایجاد شود. در موارد نادر، هنگامی که یاتاقان بر روی محوری با مدول الاستیسیته کمتر از فولاد نصب میشود، به تناسب محکمتری نیز نیاز است.
هنگامی که دو یاتاقان (شعاعی: توپ، غلتک کروی و استوانه ای) روی یک گردن یاتاقان نصب می شود، تفاوت در فاصله های شعاعی نباید از 0.03 میلی متر تجاوز کند و در قطر داخلی و خارجی حلقه ها - بیش از نیمی از میدان تحمل نباشد.
سطوح شفت ها و محفظه هایی که با یاتاقان ها جفت می شوند باید کاملا شسته، پاک شوند، خشک شوند و با یک لایه نازک روان کننده یا خمیر ضد خش روان شوند. کانال های روغن کاری باید عاری از تراشه ها و سایر آلاینده ها بوده و با هوای فشرده تمیز شوند.
نصب نژادهای داخلی و خارجی
اگر شفت فولادی است اما سوراخی از طریق آن وجود دارد، اتصال محکمتر نیز لازم است. برای هر دو یا هر دوی این دو موقعیت، در صورت وقوع، برای مشاوره نصب خاص با بخش فروش ایالات متحده تماس بگیرید. روش معمول برای اتصال چرخ های داخلی بزرگ به شفت، گرم کردن حلقه داخلی قابل جدا شدن یا کل بلبرینگ در اجاق یا روغن است. این معمولاً در صورتی اتفاق می افتد که مسابقه کمی خمیده باشد. فشار دادن سریع روی نقطه سمت راست در مسابقه داخلی معمولاً آن را صاف می کند بنابراین می توان قبل از خنک شدن و ثابت شدن آن را روی شانه شفت فشار داد.
هنگام نصب بلبرینگ، نیروی فشار باید فقط از طریق حلقه فشرده - از طریق حلقه داخلی هنگام نصب روی شفت و از طریق بیرونی - به داخل محفظه منتقل شود. نصب به گونه ای ممنوع است که نیرو از طریق عناصر نورد از یک حلقه به حلقه دیگر منتقل شود. اگر بلبرینگ به طور همزمان روی شفت و در محفظه نصب شود، نیروها به انتهای هر دو حلقه منتقل می شوند.
کاهش ترخیص داخلی
نژادهای بلبرینگ هرگز نباید مستقیماً با هیچ چکشی مورد اصابت قرار گیرند، به خصوص اگر دارای فلنج و قفس راهنما باشند. دریفت امکان قرار دادن دقیق ضربه را روی قسمت سخت یاتاقان می دهد. روش دیگری که اغلب استفاده می شود خنک کردن حلقه بیرونی است که معمولاً در الکل مایع با یخ خشک است. نصب نسبتاً ساده است، اما نقطه ضعف آن این است که یاتاقان های سرد در صورت عدم انجام اقدامات پیشگیرانه مستعد تراکم و خوردگی هستند. این منجر به کاهش مهر و موم داخلی یا داخلی بلبرینگ می شود.
نیروهای نصب نباید به جداکننده اعمال شود. شما نمی توانید مستقیما به رینگ ضربه بزنید. اعمال ضربات سبک به حلقه فقط از طریق یک بوش ساخته شده از فولاد ساختاری سخت شده مجاز است.
هنگام نصب یاتاقان ها با سوراخ استوانه ای بر روی یک شفت با تداخل مناسب، توصیه می شود که بلبرینگ را روی بخاری القایی از قبل گرم کنید.
این در هنگام طراحی یک ماشین بسیار مهم است. برای جلوگیری از تولید گرمای بیش از حد یاتاقان که منجر به خرابی حرارتی می شود، مقداری فاصله داخلی مورد نیاز است. این زمانی اتفاق میافتد که کار اولیه گرما ایجاد میکند و در نتیجه دمای یاتاقان بالاتری ایجاد میشود که باعث ایجاد فاصله داخلی «منفی» میشود که بیشتر تولید میکند. درجه حرارت بالاافزایش دمای بلبرینگ و غیره. اگر یاتاقان برای روغن کاری بیش از حد داغ شود، خرابی رخ می دهد.
این ویژگی در چاه های عمیقی که یاتاقان های پمپ روغن کاری شده با آب نصب می شوند استفاده می شود. دلیل آن توقف شفت هنگام عقب نشینی ستون آب پمپ است. هنگامی که آب دوباره به داخل چاه جریان می یابد و سطح آب به زیر یاتاقان های شفت بالا می رسد، پمپ خشک می شود. اگر اجازه داده شود برای هر دوره زمانی خشک شود، خرابی رخ می دهد. بسیاری از پمپ های روغن کاری شده از این ویژگی برای جلوگیری از جریان برگشتی استفاده می کنند که می تواند منجر به لرزش مخرب و سایر پدیده های مرتبط با کاربرد شود.
یاتاقان گرم شده روی شفت نصب می شود و با کمی تلاش در جای خود قرار می گیرد. در این حالت، طرف بلبرینگ که علامت کارخانه روی آن اعمال می شود، باید بیرون باشد.
برای نصب بلبرینگ های با اندازه بزرگ، مناسب ترین استفاده از رانشگر هیدرولیک است که بالاترین کیفیت نصب بلبرینگ، عدم آسیب به سطوح نصب و عملکرد بالا را فراهم می کند. این روش به ویژه برای نصب بلبرینگ با سوراخ داخلی مخروطی با قطر بیش از 120-150 میلی متر مناسب است.
جغجغه های غیر قابل برگشت را می توان در صورت نیاز برای موتورهایی با رانش های بزرگ و شفت های جامد اعمال کرد. این پیوند متعادل است و بر روی سه پایه روی پایه یاتاقان رانش نصب می شود. اگر موتور به دلیل معکوس شدن فاز یا برخی شرایط خطای دیگر جهت خود را تغییر دهد و اتصالات مارپیچ پمپ شفت خطی شروع به باز شدن کند، قبل از باز شدن کامل شفت از حالت درگیر خارج می شود. این یک ویژگی ایمنی برای جلوگیری از آسیب به پمپ و شفت خطی است. در بیشتر موارد، مشتریان ما نیاز به 30٪ بالابر فوری دارند و این بدان معنی است که کلاچ باید برای رسیدگی به این شرایط پیچ شود.
هنگام نصب یک یاتاقان در محفظه ای با تداخل، توصیه می شود قبل از نصب، یاتاقان را با نیتروژن مایع (160- درجه سانتیگراد) یا یخ خشک خنک کنید یا محفظه را گرم کنید.
مناسب ترین روش های نصب است که در آن فشار همزمان و یکنواخت بر کل محیط حلقه ای که قرار است نصب شود اعمال می شود. با چنین روش هایی، هیچ اعوجاجی در حلقه نصب شده وجود ندارد. برای اجرا راه های مشابهاز لوله های ساخته شده از فولاد ساختاری غیر سخت شده استفاده می شود که قطر داخلی آن کمی بزرگتر از قطر سوراخ حلقه است و قسمت بیرونی کمی کوچکتر از قطر بیرونی حلقه است. در انتهای آزاد لوله باید پلاگینی با سطح بیرونی کروی تعبیه شود که در هنگام نصب به آن نیرو وارد می شود.
نیرو در حین نصب باید با استفاده از پرس و فیکسچر مکانیکی یا هیدرولیکی ایجاد شود.
در صورت عدم وجود دستگاه های مکانیکی و هیدرولیک و نصب با تداخل های کوچک یاتاقان های با اندازه های کوچک، اعمال ضربات سبک با چکش از طریق لوله نصب با دوشاخه مجاز است.
با هر روش نصب، به خصوص در هنگام نصب با چکش، لازم است به دقت بر ارائه حرکت محوری یکنواخت، بدون اعوجاج، نظارت شود. وجود ناهماهنگی در هنگام نصب منجر به ایجاد خطکشی روی سطح نشیمنگاه، نصب نامناسب بلبرینگ، کاهش عمر مفید آن و در برخی موارد به پارگی رینگ نصب شده میشود.
بلبرینگهای دو ردیفه کروی و غلتکی با سوراخ مخروطی روی یک شفت استوانهای با استفاده از آداپتور و آستینهای خروجی و روی شفتهایی با گردن مخروطی - مستقیماً روی گردن شفت نصب میشوند. یاتاقانهایی با قطر سوراخ تا 70 میلیمتر و بارهای پیشبار معمولی باید با استفاده از یک غلاف نصب که روی انتهای رزوهدار شفت پیچ شده است، نصب شوند. قسمت تحت فشار روی قسمت انتهایی آستین آداپتور یا مستقیماً روی قسمت انتهایی حلقه داخلی (هنگام نصب بدون آداپتور و آستین خروجی) عمل می کند. یاتاقان هایی با قطر سوراخ بیش از 70-100 میلی متر باید با استفاده از روش های هیدرولیک نصب شوند. همانطور که حلقه داخلی یاتاقان تغییر شکل می دهد (منبسط می شود) همانطور که آستین آداپتور به صورت محوری حرکت می کند، فاصله شعاعی کاهش می یابد. فاصله شعاعی باید با یک حسگر بررسی شود. حداقل مقدار مجاز فاصله شعاعی بر حسب میلی متر پس از مونتاژ مجموعه برای یاتاقان های تولید شده با فاصله های گروه معمولی مطابق با GOST 24810 تقریباً با فرمول تعیین می شود.
که در آن d قطر اسمی سوراخ یاتاقان، میلی متر است.
رولبرینگ های کروی با اندازه بزرگ (با قطر سوراخ بیش از 300 میلی متر)، توصیه می شود قبل از نصب تا دمای 60-70 درجه سانتیگراد گرم شوند.
هنگام نصب بلبرینگ سوزنی بدون قفس، آخرین سوزن باید با فاصله ای برابر با 0.5 تا 1 قطر سوزن وارد شود. گاهی برای تحقق این شرط، آخرین سوزن با قطر کمتر تعبیه می شود.
در فرآیند نصب یاتاقانها (به ویژه آنهایی که نیروهای محوری را درک میکنند)، در صورت امکان، با استفاده از گیج حسگر با ضخامت 0.03 میلیمتر یا بیشتر، مطمئن شوید که انتهای حلقههای یاتاقان به خوبی و بهدرستی با انتهای شانهها قرار میگیرد. . انتهای مخالف بلبرینگ ها و انتهای قطعاتی که آنها را در جهت محوری فشار می دهند باید تحت بررسی مشابهی قرار گیرند.
شما باید صحت را بررسی کنید موقعیت نسبیبلبرینگ در تکیه گاه های یک شفت. شفت پس از نصب باید با دست به راحتی، آزادانه و یکنواخت بچرخد.
فاصله محوری یاتاقانهای تماس زاویهای و رانش با جابجایی محوری حلقههای بیرونی و داخلی با استفاده از واشر، مهره، اسپیسر تنظیم میشود. برای بررسی فاصله محوری در واحد مونتاژ شده، یک نوک اندازه گیری نشانگر نصب شده روی پایه سفت و سخت به انتهای انتهای خروجی آورده می شود. فاصله محوری با تفاوت در قرائت نشانگر در موقعیت های محوری محوری شفت تعیین می شود. شفت در جهت محوری جابجا می شود تا زمانی که عناصر نورد در تماس کامل با سطح نورد حلقه بیرونی مربوطه قرار گیرند.
برای بهبود دقت چرخش، به ویژه در مجموعه های با سرعت بالا، به عنوان مثال، دوک های الکتریکی ماشین، شکاف ها در بلبرینگ تماس زاویه ایبا ایجاد یک پیش بار پایدار بر روی یاتاقان ها انتخاب می شوند. این با اعمال نیروی محوری به حلقه یاتاقان دوار از طریق فنر مدرج به دست می آید. در این مورد، عناصر نورد دقیقاً روی مسیرهای مسابقه ثابت می شوند.
برای جلوگیری از "گزیدن" یاتاقان های بزرگ در هنگام نصب یا در حین کار، قبل از نصب آنها در محفظه های تقسیم شده، مجاز است سطوح نیم سوراخ ها را در نقاط شکاف خراش دهید. تناسب کامل یاتاقان های بزرگ با صندلی ها در محفظه های تقسیم شده با استفاده از گیج و رنگ بررسی می شود (چاپ رنگ باید حداقل 75٪ از کل مساحت صندلی باشد). در محفظه های جداشدنی با استفاده از پروب، سفتی و یکنواختی تناسب پایه پوشش نیز بررسی می شود (فاصله بیش از 0.03 - 0.05 میلی متر نیست).
در واحد مونتاژ شده، لازم است وجود شکاف بین قطعات دوار و ثابت بررسی شود. باید به وجود شکاف هایی بین انتهای قطعات ثابت و انتهای جداکننده ها توجه ویژه ای داشت که گاهی اوقات از صفحه انتهای حلقه ها بیرون می زنند.
همچنین باید همزمانی شیارهای روانکاری در محفظه ها را با سوراخ های روانکاری در حلقه های بیرونی بلبرینگ ها بررسی کنید.
برای یاتاقان های دارای غلتک استوانه ای و بدون فلنج، پس از نصب، جابجایی نسبی حلقه های بیرونی و داخلی در جهت محوری باید بررسی شود. برای یاتاقان های با غلتک های کوتاه نباید بیش از 0.5-1.5 میلی متر و برای یاتاقان های با غلتک های بلند بیش از 1-2 میلی متر باشد (مقادیر بزرگتر برای یاتاقان های با اندازه های بزرگ داده می شود).
پس از اتمام عملیات مونتاژ و وارد کردن روانکار مشخص شده در مستندات فنی به واحدهای بلبرینگ، کیفیت نصب بلبرینگ باید با اجرای آزمایشی واحد مونتاژ در سرعت های پایین بدون بار بررسی شود. در عین حال، صدای بلبرینگ های چرخان با گوشی پزشکی یا لوله گوش داده می شود. بلبرینگ هایی که به درستی سوار شده و به خوبی روغن کاری شده اند، صدایی آرام، مداوم و یکنواخت در حین کار تولید می کنند. صدای سوت نشان دهنده روانکاری ناکافی یا اصطکاک بین قطعات جفت شده مجموعه است. صدای زنگ فلزی می تواند ناشی از فاصله بسیار کم یاتاقان باشد. یک صدای ارتعاشی یکنواخت در اثر ورود ذرات خارجی به راهروی حلقه بیرونی ایجاد می شود. صدایی که هر از گاهی با سرعت ثابت ایجاد می شود نشان دهنده آسیب به عناصر غلتشی است. سر و صدایی که هنگام تغییر سرعت ظاهر می شود می تواند به دلیل آسیب به حلقه ها در نتیجه نصب یا وجود سوراخ های خستگی بر روی سطوح نورد ایجاد شود. صداهای تق تق به دلیل آلودگی بلبرینگ امکان پذیر است. صدای بلند ناهموار توسط بلبرینگ های آسیب دیده به شدت ایجاد می شود.
یک بار دیگر متقاعد شدیم که یاتاقانهای DPI و KDYD یک سطل زباله هستند! روی موتور الکتریکی اسپیندل درایو تراش CNC، بلبرینگ فقط دو ماه کار کرد! سپس خرد شد و گیر کرد. معجزه است که موتور نسوخته است. چند عکس از این بلبرینگ های "معجزه گر" را پیوست می کنم:
یاتاقان DPI - سطل زباله! یاتاقان DPI - سطل زباله
مردم، از کار خود قدردانی کنید و اجازه ندهید روسای شما چنین بلبرینگ هایی بخرند - بلبرینگ DPI و KDYD برای مدت طولانی کار نمی کند!
من به شما توصیه می کنم که روسی یا اوکراینی یا SKF بخرید و نصب کنید. هیچ جایگزین دیگری وجود ندارد. حتی به نصب قطعات ساخت چین روی تجهیزاتی که تعمیر می کنید فکر نکنید.
بعد از اینکه این بلبرینگ شکسته برداشته شد، برای سرگرمی سعی کردند با سوهان معمولی محفظه یاتاقان و گوی ها را برش دهند. نتیجه وحشتناک است - فایل یک پخ بدون کشش بر روی بدنه یاتاقان و گلوله ها باقی گذاشت!
پس خودتان نتیجه گیری کنید.
بلبرینگ رانش فقط بارهای محوری را تحمل می کند.
ویژگی اصلی طراحی یاتاقان رانش- که باید در هنگام نصب به خاطر بسپارید - این است قطرهای داخلی مختلفحلقه های بلبرینگ یعنی بلبرینگ رانش یک حلقه دارد رایگان- آزاد است، با یک شکاف، در امتداد شفت حرکت می کند، و دوم تنگ- روی شفت این حلقه با فیت تداخلی نصب می شود.
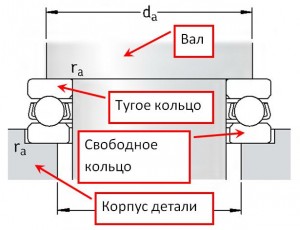
شکل، نمودار نصب بلبرینگ رانش را نشان می دهد.
چند توضیح برای عکس:
- - بدن - به قسمت ثابت بدنه دستگاه اشاره دارد.
- - شفت - قسمت چرخشی دستگاه که در معرض بار محوری است.
هنگام نصب یاتاقان رانش شرط اصلیبه خاطر سپردن: حلقه رایگاننصب شده در محفظه (قطع ثابت) و حلقه متراکم- روی شفت با این طرح نصب، شفت در حین چرخش در یاتاقان رانش ساییده نمی شود، زیرا آن (شفت) در حلقه آزاد می چرخد.
تعیین یک بلبرینگ می تواند از دو نام تشکیل شود: اولیه و ثانویه. نام اصلی اطلاعات زیر را رمزگذاری می کند: اندازه، نوع و طراحی بلبرینگ. به هر حال، این بیشترین است اطلاعات اصلی. یک نام اضافی را می توان قبل و بعد از اصلی قرار داد. در نامگذاری اضافی (که قبل از اصلی است)، اطلاعات زیر کدگذاری می شود: کلاس دقت، فاصله داخلی و لحظه اصطکاک بلبرینگ. نام اضافی (که بعد از اصلی است) رمزگذاری می کند: مواد یاتاقان، الزامات فنی خاص، نوع روان کننده و غیره. اما باید بدانید که اگر بلبرینگ بدون الزامات خاصی برای روانکاری، ترخیص و غیره تولید شود، پس از آن اضافی نامگذاری قرار داده نشده است.
1. نماد اصلی.
نماد برای یاتاقان با قطر سوراخ از 10 تا 500 میلی متر. برای چنین بلبرینگ ها، اعداد در نام اصلی به شرح زیر مرتب می شوند:

در نامگذاری اصلی، ترتیب چیدمان و خواندن اعداد RIGHT TO LEFT است. اعداد می توانند از دو تا هفت باشند.
اعداد 1 و 2قطر داخلی بلبرینگ را نشان می دهد. در عین حال، برای برخی از قطرها مطابقت دقیقی با نماد وجود دارد:
|
قطر داخلی بلبرینگ، میلی متر |
نماد |
قطرهای داخلی از 20 تا 495 میلی متر با فرمول تعیین می شوند: قطر تقسیم بر 5.
در اینجا باید به خاطر داشت که با همان قطر داخلی، قطر خارجی بلبرینگ و عرض می تواند متفاوت باشد. این به این دلیل است که این صنعت یاتاقان هایی با ظرفیت ها و طرح های مختلف تولید می کند.
شماره 3نشان دهنده یک سری قطر است.
عددی که در عدد 7 قرار داردنشان دهنده یک سری عرض است.
این سری ها (قطر و سری عرض) قطر و عرض خارجی بلبرینگ را تعیین می کنند.
شماره 4نوع بلبرینگ را نشان می دهد.
| نوع بلبرینگ |
تعیین |
| توپ شعاعی | |
| توپ کروی شعاعی | |
| غلتک شعاعی با غلتک های استوانه ای کوتاه | |
| غلتک شعاعی با غلتک های کروی | |
| غلتک شعاعی با غلتک های استوانه ای یا سوزنی بلند | |
| غلتک شعاعی با غلتک های پیچ خورده | |
| تماس زاویه ای توپ | |
| غلتکی مخروطی | |
| رانش توپ، رانش توپ-شعاعی | |
| رانش غلتکی، رانش غلتکی-شعاعی |
اعداد 5 و 6طراحی بلبرینگ را رمزگذاری کنید.
در نظر گرفتن مثال نمادحامل "میلیونر" 1180304 . این یک توپ شعاعی تک ردیفی با مهر و موم دو طرفه است.
04 3 - سری قطر؛ 0 - نوع بلبرینگ؛ 18 - اجرای طراحی؛ 1 - سری عرض
در نظر گرفتن مثالنماد بلبرینگ 304 . این یک ردیف شعاعی توپ است.
04 - قطر سوراخ (محاسبه: 04 * 5 \u003d 20 میلی متر)؛ 3 - سری قطر؛ 0 - نوع بلبرینگ؛ 00 - اجرای طراحی؛ 0 - سری عرض
نصب (یا نصب) بلبرینگ در محفظه. اساساً ابعاد یاتاقان ها در ماشین ها کوچک است و بنابراین نصب یاتاقان ها بدون گرم کردن خود یاتاقان ها - یعنی در حالت سرد - انجام می شود. نصب بر اساس طرح زیر انجام می شود:
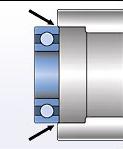
فلش های شکل اعمال نیرو را نشان می دهد. این خیلی مهمه. از آنجایی که بلبرینگ در محفظه نصب شده است، حلقه بیرونی تمام نیرو را جذب می کند.
به طور کلی، همان قانون در مورد - اعمال می شود - نیروی نصب تحت هیچ شرایطی نباید از طریق عناصر نورد منتقل شود!
نصب با برش لوله انجام می شود. همچنین در اینجا ارزش توجه دارد که لوله باید بر روی یک ماشین تراش بریده شود - به طور کلی، لبه باید یکنواخت باشد. بدون لوله های مسطح مناسب نیست! این می تواند بلبرینگ را خراب کند - یک لوله ناهموار می تواند جدا شود و به جداکننده آسیب برساند. قطر لوله با توجه به قطر حلقه بیرونی انتخاب می شود.
قبل از شروع کار، حلقه بیرونی را به آرامی روغن کاری کرده و یاتاقان را در محفظه به صورت دستی تراز کنید. اکنون می توانید شروع به نصب یاتاقان کنید - ابتدا با ضربات سبک - در اینجا باید عدم همراستایی را کنترل کنید و سپس کمی سخت تر به بلبرینگ برسید تا زمانی که در محفظه متوقف شود.
حالا با یک حرکت جزئی بلبرینگ غلتکی شعاعی را روی مخروط فشار می دهیم. بلبرینگ باید روی گردن مخروطی دوک ثابت شود. در اکثر طرح های دوک، این سفتی کافی خواهد بود. اکنون باید فاصله بین یقه دوک و سطح داخلی بلبرینگ را اندازه گیری کنید. این کار با کمک اقدامات پایانی (کاشی) انجام می شود. دقت اندازه گیری +-0.005 میلی متر. اندازه گیری ها باید حداقل در سه مکان انجام شود.
- اولین و مهمترین شرطی که در نصب بلبرینگ باید رعایت شود، تضمین تمیزی بلبرینگ است. یعنی اگر بلبرینگ نو است، باید گریس محافظ را جدا کنید. اگر بلبرینگ قبلاً کار کرده است، پس باید بقایای گریس قبلی را پاک کنید، بهتر است بلبرینگ ها را با نفت سفید یا در صورت غیرممکن بودن دریافت نفت سفید، در سوخت دیزل بشویید. به عنوان یک قاعده، این مایعات را می توان تقریباً در هر تولیدی یافت.
- دوم معاینه خارجی است. یاتاقان ها نباید آسیب قابل مشاهده به جداکننده، واشرهای محافظ داشته باشند. همچنین لازم است سهولت چرخش و عدم وجود نویز در حین چرخش بررسی شود.
- سوم. بازرسی سطحی که نصب روی آن انجام می شود - سطح باید تمیز، صاف، بدون خط و خش باشد.
نصب وسایل کاربردی
مهمتوجه: هنگام نصب بلبرینگ، نیروی فشار هرگز نباید از طریق عناصر غلتنده منتقل شود.
اگر یاتاقان روی یک شفت نصب شده باشد، نیرو باید از طریق حلقه داخلی منتقل شود، اگر یاتاقان در یک محفظه نصب شده باشد، نیرو باید از طریق حلقه بیرونی منتقل شود.
یک لوله با توجه به قطر حلقه به عنوان راهنما استفاده می شود.
هنگام نصب بلبرینگ، مطلوب است که نیرویی روی پرس ایجاد شود. البته، نه همیشه، یا به ندرت، زمانی که امکان مونتاژ مجموعه بلبرینگ تحت فشار وجود دارد، بنابراین، از این روش استفاده می شود: ناراحتی با چکش - از طریق یک راهنما.
 بلبرینگ سوزنی در طراحی خود دارای غلتک های استوانه ای با قطر کم است که نسبت طول غلتک به قطر غلتک زیاد است. غلتک ها بدون جداکننده، یک به یک قرار دارند. این طرح (بدون جداکننده) است که بیشترین کاربرد را در مکانیک ماشین آلات و تجهیزات دارد.
بلبرینگ سوزنی در طراحی خود دارای غلتک های استوانه ای با قطر کم است که نسبت طول غلتک به قطر غلتک زیاد است. غلتک ها بدون جداکننده، یک به یک قرار دارند. این طرح (بدون جداکننده) است که بیشترین کاربرد را در مکانیک ماشین آلات و تجهیزات دارد.
بلبرینگ سوزنی در مقایسه با رولبرینگ های معمولی دارای مزایای زیر است: ظرفیت بار بالاتر با ابعاد کوچکتر. همچنین بلبرینگ های سوزنی در حرکت تکان دادن بسیار خوب عمل می کنند. برای مثال، چنین حرکت گهواره ای در بال اسکروها (بال پیچ) با حرکات کوچک اتفاق می افتد.
سری 36000 و 46000 و 66000- غیر قابل جدا شدن
ظرفیت بار محوری یک یاتاقان به زاویه تماس بین عنصر نورد و مسیر مسابقه بستگی دارد. ظرفیت بار یک بلبرینگ تماس زاویه ای با افزایش زاویه تماس افزایش می یابد.
بلبرینگهای تک ردیفی زاویهای از سریهای 6000، 36000، 46000، 66000 میتوانند بار محوری را فقط در یک جهت تحمل کنند و بنابراین، برای ثابت کردن شفت در هر دو این یاتاقانها، معمولاً دو بار در هر شفت یا دو بار در هر شفت نصب میشود. پشتیبانی.
طرح نصبدو بلبرینگ تماس زاویه ای توپ.
این طرح نصب تقریباً در همه دوک های ماشین فرز استفاده می شود. "A" و "B" - حلقه های چیدن - مورد نیاز است

برای ایجاد یک پیش بار در مجموعه ای از دو یاتاقان (این برای توزیع یکنواخت بارهای خارجی بین یاتاقان ها ضروری است). پیش بارگذاری با تفاوت ضخامت حلقه های "A" و "B" به دست می آید. برای انتخاب شکاف ها، لازم است حلقه بیرونی "B" را آسیاب کنید (برای کاهش ضخامت).